Rozwój cywilizacji jest niemożliwy bez energii elektrycznej i dlatego z roku na rok świat wytwarza coraz więcej energii, zwiększając jednocześnie emisję CO2, która to grozi zagładą (zatopieniem) części lądów (wg większości badaczy). Scenariusze warunkują stopień zagrożenia od stężenia CO2 w powietrzu. Utrzymywanie poziomu stężenia CO2 w powietrzu na poziomie 350÷450 ppm, pozwoli na normalną egzystencję, a przekroczenie poziomu 750 ppm CO2 w powietrzu grozi katastrofą.
Unia Europejska postanowiła zostać głównym rozgrywającym w walce o ochronę ziemskiego powietrza i w związku z tym kotłownie wytwarzające energię z węgla muszą ograniczyć emisję SO2 i NOx, w takim stopniu, aby od 1 stycznia 2016 r., stężenie SO2 i NO2 w emitowanych spalinach było <200 mg/m3 n i 6% O2.
Spełnienie tego warunku będzie bardzo trudnym i kosztownym zadaniem, a czeka nas jeszcze cały pakiet działań z ograniczaniem emisji CO2 i PM 2,5. W artykule przedstawię możliwości techniczne realizacji dyrektywy ograniczającej emisję SO2 i NOx przez elektrownie, elektrociepłownie zawodowe i przemysłowe oraz cementownie.
Elektrownie
- Ograniczenie emisji SO2 do 200 mg SO2/m3n
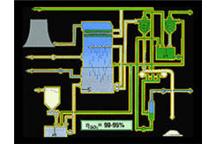
Eksploatowane w elektrowniach kotły pyłowe wyposażono w mokre instalacje odsiarczania spalin, które ograniczają emisję SO2 do poziomu 400 mg SO2/m3n. Kilka elektrowni (Opole, Dolna Odra, Ostrołęka, a może i inne) bez trudu redukuje stężenie SO2 w spalinach do poziomu 100÷200 mg SO2/m3n. Inne elektrownie mogą bez problemu zwiększyć skuteczność usuwania SO2 w istniejących absorberach, przez zwiększenie intensywności zraszania spalin lub w skrajnych przypadkach zwiększenie ilości poziomów zraszania.
Bodźcem do dalszego ograniczania emisji NOx i SO2 byłoby Rozporządzenie Ministra Ochrony Środowiska określające zasady handlu emisjami SO2 i NOx. Elektrownie, które już dzisiaj mogą ograniczać stężenie SO2 w emitowanych spalinach nawet do stężeń <100 mg/m3n, mogłyby uzyskane z handlu emisją SO2 pieniądze, przeznaczyć na konieczne urządzenia do ograniczenia emisji NOx. Takie Rozporządzenie mogłoby też zasilić fundusz inwestycyjny elektrowni, które już teraz lub w przyszłym roku ograniczą emisję NOx do poziomu stężeń ≤200 mg NO2/m3n.
Ograniczenie emisji NOx do 200 mg NO2/m3n
Aktualnie żaden kocioł pyłowy w polskich elektrowniach nie spełnia warunku, który będzie obowiązywał po 2015 r., czyli stężenia NOx ≤200 mg/m3n. Średnie stężenie jest w granicach 400÷500 mg NO2/m3n. Próby modernizacji procesu spalania, prowadzone między innymi przez IPW Polin (wdrożenia na kilku kotłach OP-650) pozwalają na zmniejszenie stężenia NOx do 250÷350 mg NO2/m3n, w zależności od własności spalanego węgla. Spełnienie warunku ograniczenia stężenia do poziomu 200 m NO2/m3n, będzie możliwe po zastosowaniu następujących technologii:
- katalitycznej redukcji amoniakiem lub mocznikiem CSR – technologia ta polega na zabudowaniu reaktora z katalizatorem na drodze spalin do elektrofiltru. Warunkiem sprawnego redukowania NO jest temperatura procesu 300÷400°C, dlatego w polskich warunkach iniekcja amoniaku następuje do spalin zapylonych, przed podgrzewaczem powietrza. Instalacja katalityczna jest stosunkowo droga i dlatego należy instalować reaktor katalityczny przy kotłach nadających się do eksploatacji przez przynajmniej 15 lat. Aktualnie tylko ta technologia ma status BAT.
- niekatalityczna redukcja amoniakiem – technologia ta polega na iniekcji amoniaku lub mocznika do strefy o temperaturze około 850-900°C, umożliwia ograniczenie emisji NOx do pożądanego poziomu, przy odpowiednim nadmiarze amoniaku. Trudno jest utrzymać emisję nieprzereagowanego NH3 na dopuszczalnym poziomie.
- utlenianie NO w kanale spalin przed IOS - próby ograniczania emisji NOx, przez utlenianie nierozpuszczalnego w wodzie NO do rozpuszczalnego NO2, przeprowadzano już w latach 80. Celem była technologia łącznego usuwania NOx i SO2 w absorberach IOS. Do utleniania NO stosowano: O3, H2O2, NaOCl, Ca(ClO)2 i ClO2. Proces utleniania w fazie gazowej zachodzi zgodnie z następującą reakcją: NO + O3 = NO2 + O2, NO2 reaguje z zawartą w spalinach parą wodną, tworząc kwasy azotowe: 2 NO2 + H2O = HNO3 + HNO2
Mogą zajść też inne reakcje w fazie ciekłej np.: 2H2SO3 + 2HNO2 = 2H2SO4 + N2 + 2 OH.
Pomimo pomyślnych prób, technologii tej nie zastosowano, głownie z powodu rozwoju palników typu (low-NOx), które pozwalały na ograniczanie stężeń do poziomu 400-500 mg NO2/m3n i 6%O2 (przy niższych kosztach), co spełnia obowiązujące do 2016 r. normy.
Utlenianie NO w spalinach wymaga spełnienia kilku warunków: temperatura spalin <65°C, czas kontaktu utleniacza ze spalinami >7 sekund i dobre wymieszanie utleniacza ze spalinami.
W istniejących w Polsce kanałach spalin przed IOS (podobnie jak na całym świecie) mamy temperaturę spalin 90-150°C i czas kontaktu 0,3-2 sekund. Zastosowanie tej technologii wymaga ochłodzenia spalin (iniekcja wody), wydłużenia kanału spalin (czas kontaktu) i iniekcji utleniacza O3 lub H2O2 (przyjazne dla środowiska, ale drogie). Można też stosować tańsze (odpadowe) utleniacze jak NaOCl, ale do układu wprowadzamy sod i chlor, lub gazowy ClO2, do układu wprowadzamy tylko chlor.
Podstawową trudnością przy zastosowaniu tej technologii jest konieczność wymiany istniejących kanałów spalin na znacznie dłuższe i o takiej konstrukcji, aby w pierwszej części kanału można było spaliny schłodzić do 55-65°C, a w drugiej wprowadzić utleniacz (H2O2 lub O3) i zapewnić minimalny czas kontaktu = 7sekund.
Pierwsze próby tej technologii przeprowadzono w Elektrowni Dolna Odra (za krotki czas kontaktu). W listopadzie 2009 r., zostaną przeprowadzone próby w Elektrowni Ostrołęka, na znacznie dłuższym odcinku kanału spalin.
Wynikiem procesu utleniania NO w kanale spalin jest powstanie w zawiesinie zraszającej absorber IOS azotanu wapnia, który powstaje w wyniku reakcji: 2 HNO3 + CaCO3 = Ca(NO3)2 + CO2
Zawiesina ta zawiera też CaCl2 powstający w wyniku usuwania ze spalin chlorowodoru (chlorki w węglu). Odprowadzane po oddzieleniu gipsu ścieki zawierają około 30000 ppm chlorków i przy utlenianiu NO także około 80 kg/m3 Ca(NO3)2. Przy stosowaniu tej technologii w skali >500MWe, można uniknąć odprowadzania ścieków i poddawać je krystalizacji (odpadowe ciepło). Powstaną następujące produkty: sol CaCl2 (zima posypywanie dróg). Ca(NO3)2 nawóz – saletra wapniowa, cena 1250 zł/Mg i kondensat H2O.
O zastosowaniu jednej z 3 opisanych technologii zadecydują koszty inwestycyjne i eksploatacyjne. Na obecnym etapie rozwoju należy stosować technologie o niskich kosztach inwestycyjnych (iniekcja amoniaku lub utleniacza), bo możliwy jest taki rozwój technik spalania, że osiągnie się przy pomocy tzw. metod pierwotnych stężenie NOx < 200 mg NO2. Przy takich palnikach, zastosowane układy iniekcji NH3 czy H2O2 będą miały charakter interwencyjny.
Kotły fluidalne
Kotły fluidalne miały spełnić wszystkie wymagania w zakresie ograniczania emisji SO2 i NOx, bez konieczności instalowania dodatkowych urządzeń do oczyszczania spalin. Osiągany bez problemów (przy normalnej eksploatacji) poziom stężeń to około 300 mg SO2/m3n i około 300 mg NO2/m3n, jest do zaakceptowania. Niestety unijni urzędnicy nie uwzględnili aktualnego stanu techniki (tab. 1). Na 22 kotły fluidalne eksploatowane w Polsce tylko 4 osiągają poziom 200 mg/m3 n SO2 i NO2 [1]. Ograniczenie emisji SO2 z kotłów fluidalnych do poziomu 200 mg/m3n jest możliwe przez zwiększenie (podawanego
do kotła) strumienia CaCO3 (zamiast Ca : S = 2, należy stosować Ca : S = 3, co zwiększa emisję CO2 i strumień popiołu. Ograniczenie emisji NOx do 200 mg NO2/m3n i 6% O2, w większości eksploatowanych w Polsce kotłów bez iniekcji amoniaku jest prawie niemożliwe.
W Elektrowni Turów czynione są wstępne działania, mające na celu osiągnięcie poziomu 200 mg/m3n SO2 i NO2, bez zwiększania strumienia CaCO3 do kotła. Pomiędzy podgrzewaczem powietrza, a elektrofiltrem przewiduje się zbudowanie reaktora, w którym niesiony przez spaliny popiół (zawierający 4-8% CaO) będzie nawilżany z wodą, która nie reaktywny CaO przemieni w reaktywny Ca(OH)2, reagujący z SO2 zgodnie z reakcją: Ca(OH)2 + SO2 = CaSO3 + H2O. Do ochłodzonych do temperatury <65°C spalin wprowadzi się H2O2 lub O3, ograniczając stężenie NOx do dowolnie niskiego poziomu, zależnego tylko od strumienia utleniacza. Produkty tego procesu (Ca-SO3 i Ca(NO3)2) będą wraz z popiołem usuwane w elektrofiltrach. Odpowiednią temperaturę spalin przed elektrofiltrem uzyska się przez wymieszanie strumieni spalin po reaktorze ze strumieniem spalin gorących (140°C).
Elektrociepłownie
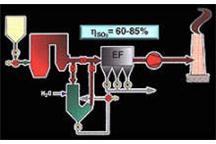
Większość polskich elektrociepłowni nie ma instalacji odsiarczania spalin. Z analizy publikacji wynika, że przy eksploatacji kotłów < 200 MWe nie opłaca się stosować mokrej metody wapniakowej. Należy zatem indywidualnie dobrać metodę suchą lub półsuchą. Stosowanie tego typu metod, daje możliwość ograniczania emisji NOx przez iniekcję amoniaku do kotła lub utleniacza do spalin. Jest kilka możliwych do zastosowania technologii działających na podobnych zasadach jak instalacja na OP-230 w Siekierkach czy na OP-430 w EC Łódź. Charakterystyka możliwych do zastosowania technologii przekracza ramy niniejszego artykułu i wymaga (ze względu na rożne możliwości zabudowy w polskich elektrociepłowniach zawodowych i przemysłowych), specjalnej publikacji.
Cementownie
Specyfika produkcji cementu (długi czas wypalania, wysokie temperatury, cechy produktu) stwarza ogromne możliwości w walce z odpadami. Powszechnie stosuje się już zastępowanie węgla oponami. Można też spalać paliwo z opadów, skażone mięso i tłuszcze, odpady niebezpieczne i inne. Jedyną barierą są obecnie urządzenia oczyszczania spalin, a właściwie ich brak, poza bardzo sprawnymi elektrofiltrami (3-5 mg pyłu/m3n).
Spaliny z cementowni zawierają do 1300 mg NO2/m3n i 6% O2, przy aktualnie dopuszczalnym stężeniu 500-800 mg/m3n. Stężenie NOx można ograniczać przez iniekcję NH3 lub mocznika do odpowiedniej strefy pieca obrotowego, ale nie ograniczy się w ten sposób emisji metali ciężkich w tym rtęci. Stężenia SO2 są niższe od 200 mg/m3n.
Ze względu na specyfikę produkcji, praktycznie jedyną możliwością oczyszczania spalin jest budowa instalacji oczyszczającej po elektrofiltrach. W takiej instalacji można ograniczyć emisję NOx do stężeń < 200mg NO2/m3n i stężenie rtęci do poziomu < 1 μg/m3 n. W związku z tym że takich instalacji jeszcze nie ma, trudno podać instalację referencyjną, ale biorąc pod uwagę fakt, że spaliny są odpylone i mają temperaturę około 110°C, nie trudno jest zaproponować tanią i skuteczną metodę oczyszczania. Inwestycja w taką instalację mogłaby się szybko zwrócić, gdyż powszechnie wiadomo że za każdą tonę spalonego odpadu niebezpiecznego płaci się nawet do 500 euro.
Co z biomasą?
Unijni urzędnicy wymyślili, że jeśli spalamy drzewo, rośliny, zboże itp., to walczymy z efektem cieplarnianym i chronimy naszą planetę. Założenie to jest z gruntu fałszywe, co postaram się udowodnić.
Wyobraźmy sobie że na całym świecie wszystkie elektrownie spalają biomasę, a wszystkie pojazdy i maszyny stosują biopaliwa (co pokrywa np. 60% światowego zapotrzebowania na energię. Reszta to energia atomowa, wiatr i inne). Usunięte z powietrza CO2 jest ponownie zawracane do powietrza i stężenie CO2 nie maleje. Ale spalanie to nie jedyne źródło emisji CO2, gdyż CO2 emitują zwierzęta i ludzie. Z tego prostego przykładu wynika że w ten sposób nie zażegnamy nieuniknionej zagłady (prognozy), gdyż stężenie CO2 w powietrzu będzie ciągle rosło.
Oczywiście następnym lekarstwem może być usuwanie CO2 ze spalin elektrowni węglowych (dlaczego nie z elektrowni gazowych czy olejowych? Przecież takie spaliny łatwiej oczyścić) i gromadzenie CO2 pod ziemią. Koszt takiego procesu jest bardzo wysoki i niewątpliwie o wiele taniej byłoby zamiast spalać biomasę (drzewo, słomę czy ziarno), wychwycony z powietrza CO2 USUWAĆ Z OBIEGU, wprowadzając podobnie jak to się planuje z wychwyconym CO2 pod ziemię, ale znacznie łatwiej bo mamy CO2 związane w biomasie i taniej np. do kopalni odkrywkowych lub innych. Zakopanie odpowiedniej ilości biomasy niewątpliwie zmniejszy emisję CO2 bez konieczności zużywania około 25% wytworzonej energii na usuwanie i sekwestrowanie CO2. Optymistycznie koszt sekwestracji CO2 (usuwanie ze spalin + wprowadzanie pod ziemię) to aktualnie około 400 zł/tonę CO2 (bez kosztów inwestycyjnych. Koszt budowy elektrowni ze składowaniem 2,3 mln ton CO2/rok, to [2] 800 mln euro + 200 mln euro na rurociągi). Polska energetyka węglowa emituje około 300 mln. ton CO2/rok. Porównajmy to z wariantem, w którym CO2 z powietrza usuwa się w sposób naturalny (drzewa, rośliny) Jedna tona suchej biomasy zawiera średnio 50% C = węgla, czyli wprowadzając pod ziemię 1 tonę biomasy, usuwamy z obiegu 1,8 tony CO2 (przy mokrej biomasie = 40% wody, 1 tona wprowadzona pod ziemię to 1,08 tony CO2. O tym czy sekwestrować CO2 z węgla, czy biomasę zadecyduje rachunek ekonomiczny. Jednak dopóki nie mamy innej technologii w skali Przemysłowej i tańszej od składowania biomasy, to rozważmy ten wariant już teraz (przemysłowe instalacje do sekwestrowania CO2 powstaną najwcześniej za 5 lat).
Oczywiście należy zwiększać sprawność elektrowni węglowych, premiować oszczędzanie energii. Moim zdaniem o wiele większy efekt niż dopłaty za spalanie biomasy w elektrowniach, dałby powszechny system dopłat za oszczędzanie energii i zwiększanie sprawności wytwarzania. Należy też prowadzić badania nad rożnymi metodami usuwania
CO2 i jeśli opracowane technologie będą tańsze niż zakopywanie biomasy, to oczywiście RYNEK, A NIE URZĘDNIK zadecyduje o wyborze sposobu usuwania CO2.
Usuwanie z obiegu (a nie spalanie) biomasy, przyczyni się niewątpliwie do ochrony środowiska, a elektrownie czy inni znaczący emitenci CO2, mają odpowiednie środki, aby zalesiać nieużytki czy prowadzić plantacje roślin energetycznych (odliczając ekwiwalent usuniętego z powietrza CO2). Nieuniknione przy takiej polityce zmniejszenie powierzchni nieużytków, niewątpliwie wpłynie korzystnie na klimat.
Decydenci nie zdają sobie sprawy, jakim koszmarem jest powszechnie wprowadzony system współspalania biomasy. W sierpniu br. prowadziłem badania w jednej elektrowni i widziałem hałdy biomasy (na placu węglowym), sznury wywrotek przywożących biomasę i spychacze budujące hałdę. Cała elektrownia pokryta była warstwą pyłu biomasy, przy większym wietrze trzeba chronić oczy, nie mówiąc o ciągłym wdychaniu pyłów drobnych (Pm 2,5). W związku z tym, że spalanie biomasy jest zgodne z polityką państwa, warunkami pracy nie interesuje się ani inspekcja ochrony środowiska, sanepid, urząd wojewódzki ani też zakładowe BHP. Zdaję sobie sprawę, że pisząc o tym i tak nic się nie zmieni, bo takie są dyrektywy i w związku z tym że to się opłaca (my podatnicy płacimy za tę sztuczną cenę energii z biomasy), elektrownie i elektrociepłownie wybudowały już całe ciągi zasilania kotłów biomasą (twierdzą, że taka inwestycja zwraca się w kilka miesięcy).
Oczywiście prace nad wykorzystaniem biomasy i biopaliw są konieczne, gdyż w przewidywalnej przyszłości wyczerpią się zasoby gazu i ropy. Można też tworzyć energetykę rozproszoną, zaspakajającą miejscowe zapotrzebowanie na energię elektryczną i cieplną, spalającą miejscowe odpady. Można również z biomasy produkować brykiety, które przy odpowiedniej polityce cenowej państwa mogą zastąpić węgiel spalany w gospodarstwach domowych, co w znacznym stopniu zmniejszy emisję SO2 i pyłu.
Chciałbym wyraźnie podkreślić, że nie jestem przeciwnikiem stosowania biomasy czy biopaliw, ale niech nikt mi nie wmawia, że w ten sposób zmniejszamy stężenie CO2 w powietrzu. BIOMASA – tak! WYPACZENIA – nie! (parafraza z PZPR).
Literatura
[1] Augustyniak Piotr, praca podyplomowa. Wydział Mechaniczno-Energetyczny, Politechnika Wrocławska, wrzesień 2009.
[2] Halawa. T, Harasimowicz L., Elektrownie opalane węglem bez emisji CO2, „ENERGETYKA” grudzień, 2008.
- Autor:
- Prof. Mieczysław Adam Gostomczyk, Wydział Mechaniczno-Energetyczny Politechniki Wrocławskiej
- Źródło:
- Nowa Energia
- Dodał:
- Wydawnictwo i Wortal "Nowa Energia" - Nowa Energia - D. Kubek i M. Marchwiak sc
Czytaj także
-

Czy można ograniczyć emisję CO2?
Wielkość emisji CO 2 z elektrowni wynika ze sprawności przetwarzania energii chemicznej węgla w energię elektryczną. W związku z powyższym...
-

Kotły na biomasę – rodzaje, moce i zasada działania
Rosnące ceny gazu i oleju opałowego sprawiają, że coraz więcej gospodarstw, zakładów i obiektów przemysłowych szuka tańszego oraz bardziej...
-

-

-

-